Mobile:+0086 13921351671
E-mail: info@lutong-industrial.com
E-mail: info@lutong-industrial.com
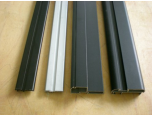
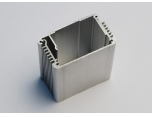
1. Solar energy is a new type of pollution-free green energy, is the focus of the development of one of the seven emerging industries, the frame of panels and the pillar of support structure, tie rod, supporting legs, etc., can use the most economic and durable aluminum alloy extrusion material manufacturing, is the aluminum alloy material application of new market, and has set up a global implementation of the application. Following a brief introduction to solar energy photovoltaic aluminum manufacturing process production technology and key nodes, for your reference.
2. Optimization of aluminum extrusion die design and manufacture
Aluminum extrusion die is to ensure that solar photovoltaic products shape, size precision of the important tools. Extrusion die design and manufacture of quality is to realize the extrusion production high quality, high yield, low consumption, high efficiency and low cost. So to manufacture high precision aluminum profile photovoltaic, must optimize extrusion die design and manufacture.
2.1 the use of advanced extrusion mold manufacturing equipment
High precision advanced extrusion mould processing equipment is prerequisite to guarantee the metal extrusion mould qualified. Therefore aluminum profile production of photovoltaic (pv) should use the advanced mold processing equipment, such as CNC, wire cutting, three-axis machining center, electric spark machining center, etc. To improve the machining accuracy and performance of mould.
2.2 reasonable decorate die hole
Photovoltaic aluminum in order to ensure the good symmetry, improve production efficiency and yield, die hole layout must abide by the center of symmetry principle, adopting multimode hole symmetrical layout. Mold design process, as far as possible to the bridge design on the profile of the decoration, in order to avoid defects exposed.
2.3 to optimize the design of the extrusion dies with work
Work is stable products with size and guarantee the products surface quality of parts. Mold design work zone length, try to reduce the gap, on the change in length to gently, and hinder the Angle and flow Angle is used to reduce the metal flow velocity, even reach the metal flow and improve surface quality of shaped purpose.
3. Chemical composition control
Using 6063 aluminum alloy material to production, its chemical composition control as shown in table 1.
Practice shows that using 6063 aluminum alloy has become a production of high precision aluminum profile photovoltaic important choice. 6063 aluminum alloy is Al - Mg - Si is a heat treatment strengthening aluminum alloy, alloy strengthening phase Mg2Si, good compression performance and low quenching sensitivity, high temperature plasticity is good, wide range of quenching temperature, the smaller critical quenching speed. Provisions in the national standard GB/T3190, within the limits of 6063 aluminum alloy composition of chemical composition of the different values, will get different material properties, when the chemical composition range is very big, the performance difference will fluctuate on a wide range, so that the comprehensive performance of profile will be difficult to control. In order to guarantee the precision of the photovoltaic (pv) aluminum alloy profile, will be
Must be in strict accordance with the enterprise control standard to confirm the chemical composition of the alloy.
4. The smelting, casting and ingot homogenizing process
4.1 smelting and refining process
With rotary regenerative furnace smelting, melting temperature of 720-720 ℃. When the temperature above 720 ℃ with high purity nitrogen blowing refining agent refining 15 min, refining agent is 0.08%, the weight of the melt refining electromagnetic stirring after 15 min, the liquid aluminum let stand 20-30 min. Sampling inspection strictly control the chemical composition of the aluminum alloy solution, make the material reach the required mechanical properties.
4.2 casting process
Using semi-continuous direct water-cooling casting method. Direct water cooling method of cooling intensity big, cooling speed, thus refine casting organization, increase the density of tissue and thus improve the mechanical properties and heat treatment effect of ingot casting. Control the casting temperature 710-730 ℃, the casting speed is 50-70 - mm/min, the cooling water pressure of 0.1-0.3 MPa. In order to reduce the hot cracking tendency, and improve the chemical composition of alloy, using online add aluminum titanium boron fiber, add the rate of 1700-2000 - mm/min.
4.3 casting rods homogenization treatment of the organization
In order to reduce and eliminate the coring of ingot casting, improve its chemical composition and organization structure of the inhomogeneity, homogenization processing of aluminum alloy casting rod. Control of technical conditions is to cast bar heated to 540-540 ℃, insulation 8-10 h, from strong wind cooling and water cooling. Should speed up the cooling after homogenizing annealing, in order to guarantee the uniformity of colour and lustre after anodic oxidation coloring.
5. Extruding and aging technology conditions for process control
6063 aluminium alloy profile extrusion, online technology condition of quenching and aging, to take control of casting bar heating temperature: 440-480 ℃; Mould heating temperature: 450-480 ℃, mould heating time less than 5 h. Container heating temperature 460-500 ℃; Extrusion speed: 12 to 18 m/min. The discharging mouth temperature 510-550 ℃; Cooling way for online air cooling or water mist cooling; Extrusion profiles online aging treatment after quenching: control the temperature of 200 + 5 ℃, holding time: 3 h. 6063 aluminum alloy solid solution treatment combined with extrusion process, can prevent grain growth, improve the physical and mechanical properties of material products.